
Durch die präzise Verarbeitung hochwertiger Materialien hat sich das Bad Hersfelder Unternehmen Begoin GmbH einen Namen im regionalen Umfeld erarbeitet. Vater Henri Begoin und sein Sohn Marcel sind stolz auf die maßgeschneiderten Lösungen in der Dach- und Fassadentechnik, die sie für ihre Kunden realisieren können. Für die Metalleindeckungen stehen drei RAS-Maschinen in der Werkstatt. Die Zuschnitte erledigt eine RAS Smartcut-Schwingschnittschere. Dieses Modell mit Pop-up-Niederhalter schneidet auch empfindliche Materialien gratfrei und maßhaltig zu. Beim Biegen kommen eine RAS Turbobend plus sowie der Doppelbieger RAS XL-Center zum Einsatz. Darauf werden hauptsächlich farbbeschichtete Aluminiumbleche und naturbelassenes oder vorbewittertes Titanzink verarbeitet.
Durch den Einsatz dieser Maschinen kann Begoin auch klar die Vorteile beider Technologien benennen. Die Turbobend plus verbucht Pluspunkte, wenn sehr kleine Schenkelmaße unter 10 mm gebogen werden sollen. Auch beim Biegen einfacher Profile wird meist auf die klassische Schwenkbiegemaschine zugegriffen.
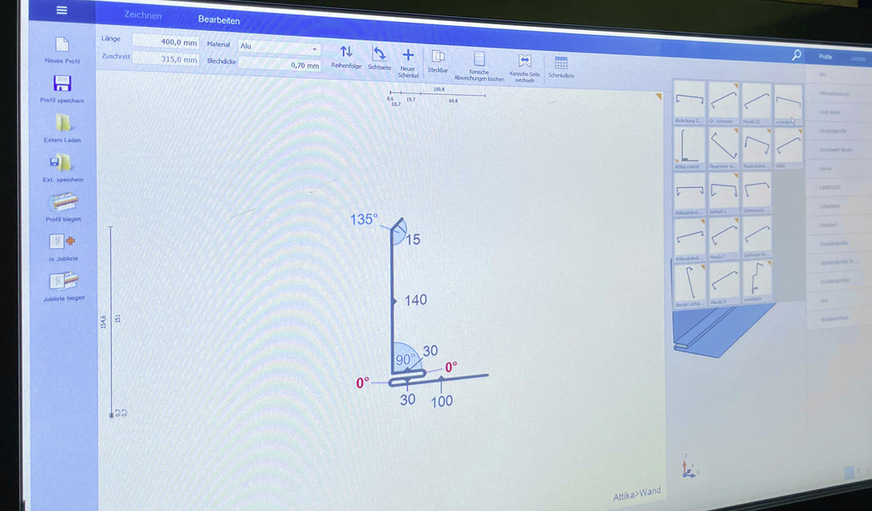
Bild: RAS

Bild: RAS
Moderne Biegetechnik im Einsatz
Marcel Begoin erzählt: „Nachdem wir unseren Maschinenpark mit dem XL-Center ergänzt hatten, dauerte es eine gewisse Zeit, bis diese neue Technologie von den Mitarbeitern angenommen wurde. Erst als jeder die Vorzüge verinnerlicht hatte, nahm die Produktion auf dieser Maschine Fahrt auf.“ Heute möchte das XL-Center keiner der Mitarbeiter mehr missen. Was hat den Umschwung beflügelt? Auf der Turbobend plus wurden alle Profile immer wieder neu eingegeben, anstelle die Eingaben für Folgeproduktionen zu speichern. Die Biegefolgen mussten die Bediener selbst ermitteln, was bei der Facharbeiterqualität bei Begoin zwar kein Problem darstellt, aber eben die Biegekenntnisse eines geschulten Mitarbeiters voraussetzt. Auch das manuelle Drehen und Wenden der Profile im Biegeablauf macht die Arbeit auf der klassischen Schwenkbiegemaschine komplexer, langsamer und anfälliger für Beschädigungen.
Das XL-Center vereinfacht viele Vorgänge erheblich. Marcel Begoin betont: „Seit wir viele Profile in der Profilbibliothek eingepflegt haben, sind die Abläufe extrem schnell und einfach geworden.“

Bild: RAS
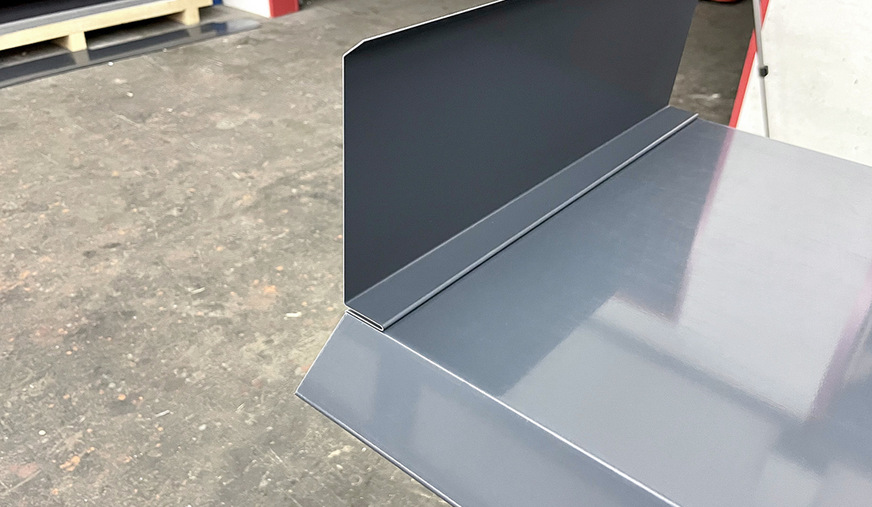
Bild: RAS

Bild: RAS

Bild: RAS
Durchdachtes System
Mit der einzigartigen Durchgängigkeit der Bendex-Software auf den RAS-Maschinen lässt sich nicht nur ein Profil zeichnen oder importieren. Darüber hinaus programmiert die Bendex-Software die Profile automatisch mit einem einzigen Klick auf dem Touchmonitor. Mit den hinterlegten Materialtabellen kompensiert die Software automatisch die Rückfederung unterschiedlicher Blechsorten und Biegelängen. Die abgespeicherten Programme können jederzeit in den Maßen und Winkeln verändert werden und lassen sich damit in Sekunden auf ähnliche Profilgeometrien, Blechdicken oder Materialarten anpassen.
Zangen halten den eingelegten Zuschnitt und positionieren ihn für jede Biegung, ehe entweder die obere Biegewange das Material nach unten oder die untere Biegewange nach oben biegt. Dachklempnergeselle Martin Wehner erklärt: „Durch das Biegen nach oben und unten sind wir bei Profilen mit mehr als zwei Biegungen oder auch nur einer gegenläufigen Biegung immer schneller als auf der Turbobend plus.“ Geschwindigkeit, die nur auf den ersten Blick in einem Dachdecker- oder Spenglerbetrieb keine Rolle spielt. Auf den zweiten Blick ist jedoch entscheidend, wie schnell sich die gezeichneten Profilskizzen morgens in reale Metallteile umsetzen lassen. Denn je schneller die Werkstattarbeit erledigt ist, desto schneller sind die Mitarbeiter unterwegs auf die Baustelle und stehen nicht im Stau des Berufsverkehrs.
Schmunzelnd fügt Marcel Begoin hinzu: „Am Anfang war es schon eine Umgewöhnung, vor der Maschine zu stehen und nichts zu tun, während die Maschine automatisch arbeitet.“ Heute schätzen die Fachleute bei Begoin den Zeitgewinn, wenn besonders für größere Baustellen viele Laufmeter eines Profils zu biegen sind. Dann können die Mitarbeiter die fertig gebogenen Profile bereits transportgerecht ineinanderlegen, während das XL-Center das nächste Profil biegt.
Durch die zusätzlichen Freiräume von 300 Grad vor den Wangen entstehen zudem kreative Lösungen bei der Profilgestaltung. Zum Beispiel kann ein Wandanschluss der Attikaabdeckung einer Balkonbrüstung so hergestellt werden, dass ein Anschlussprofil die Abdeckung schwimmend gelagert hält und damit eine Längenausdehnung zulässt. „Aufgrund der Freiräume können wir solche Profile nur auf dem XL-Center biegen“, bestätigt Dachdeckergeselle Thomas Bauersfeld und ergänzt: „Wenn ein derart komplexes Profil in zwei Wochen wieder benötigt wird, rufen wir nur das Programm auf und sind sofort biegebereit.“
Vereinfachungen bzw. Optimierungen im Fertigungsprozess konnten die Biegespezialisten beim Fachbetrieb Begoin auch dadurch erzielen, dass manche früher mehrteilig ausgeführten Profilkonstruktionen heute zu einem einzigen Profil zusammengefasst werden können. Unter dem Strich bedeutet das weniger Einzelteile, meist höhere Steifigkeit und eine bessere Passgenauigkeit.

Bild: RAS
Flexibel und leistungsfähig
Martin Wehner hebt noch einen weiteren Vorteil des XL-Center heraus: „Die Maschine kann auch Profile biegen, die ineinander steckbar sein sollen. Dabei gibt man nur die Überdeckung der ineinander steckbaren Profile an und die Bendex-Software berechnet automatisch die Konischstellung des Anschlags für jede Biegung.“ Auch Radien an den Profilen formt die Up-down-Biegemaschine wie von Geisterhand. Die Greiferzangen schieben das Material beim Stepbiegen für jeden Biegeschritt um wenige Millimeter nach vorne. Aus einzelnen kleinen Biegesegmenten entsteht dann der Radius in einem automatischen Ablauf.
Zwei Biegeverfahren im Einsatz
Marcel Begoin meint abschließend: „Durch das klassische Schwenkbiegen und die Up-down-Technologie haben wir zwei Biegeverfahren im Haus, die uns extrem flexibel und leistungsfähig machen. Heute wissen wir, was jede Maschine kann, und können ohne Mehraufwand mit individuell gestalteten Profilen kreativ werden, etwa indem wir Sockelprofile filigraner wirken lassen und dennoch steifer ausführen.“

Bild: RAS
Info
RAS XL-Center
Vorteile des RAS XL-Centers beim Biegen von Metallprofilen für Dach und Wand bei einer Biegelänge von 3200 mm sin d u.a.:





