
Unbestritten fördernd für die Modernisierung des Maschinenparks war die Entscheidung von Sohn Thomas Binder, in das Familienunternehmen einzusteigen. Ob eine Nachfolge in familiären Handwerksunternehmen gelingt, hängt nicht nur, aber vielleicht auch davon ab, welche Perspektiven sich für die junge Generation eröffnen. Und mit zukunftsorientierten Fertigungstechnologien sind die Weichen für eine erfolgreiche Fortführung sicher richtig gestellt. Das spürt man schon in den ersten Gesprächsminuten mit den Herzblutspenglern der Binder und Sohn GmbH.
Bei dem 25-Mitarbeiter-Unternehmen sind ein Spenglermeister und ein Helfer ständig in der Werkstatt und produzieren die Kantteile für die eigenen Montagetrupps. Durch diese Organisation kennen die Werkstattmitarbeiter alle Kniffe an den Maschinen. Dadurch sieht man bei Fa. Binder auch manche Kantprofile, die man sonst eher selten antrifft. Auch in Bezug auf die Herstellungsgeschwindigkeit wartet das Werkstattteam mit einer beeindruckenden Leistungsfähigkeit auf. Bei unserem Besuch wurden sieben unterschiedliche Profile in 40 Minuten gefertigt. Vom Eingeben der Profilgeometrie über das automatische Programmieren der Biegeabläufe mit der Bendex-Maschinensoftware und das Zuschneiden der benötigten Metallstreifen bis zu den fertig gekanteten Biegeteilen. Und da die Spenglerprofis natürlich zeigen wollten, was in ihnen – und in den Maschinen – steckt, haben sie nicht gerade die leichtesten Profilgeometrien gewählt.
Im Tagesgeschäft fertigt das Ingolstädter Unternehmen vorwiegend Profile für Dacheindeckungen aus Metall und Flachdachabdichtungen. Bei Großprojekten liefern die Architekten die Pläne, aus denen die benötigten Profile entnommen werden können. Ist der Auftrag dann erteilt, geht es in die Detailplanung. Dazu senden die Auftraggeber entweder detaillierte Pläne oder DXF-Dateien zusammen mit PDF-Ansichten der Biegeteile. Bei über 95 % aller Projekte laufen die vorbereitenden Arbeiten auf diese Weise ab. Bei kleineren Einfamilienhäusern erfolgt das Aufmaß vor Ort und die gezeichneten Profile der Metalldacheindeckungen gelangen bereits während des Tages als Skizze und Foto ins Büro. Dort werden die Fertigungspapiere erstellt und schnellstmöglich in die Werkstatt gegeben. Alles was vor Planungsschluss um 15 Uhr eingeht, wird meist noch am selben Tag gekantet und zur Abholung durch die Montageteams in verschiedenen Anhängern bereitgestellt.

Bild: RAS
UpDown-Biegen mit dem XL-Center von RAS
In der Werkstatt hat sich die Binder und Sohn GmbH ganz auf 3-m-Maschinen eingeschossen. Thomas Binder meint hierzu: „In der Branche gibt es immer wieder Diskussionen über längere Profile. Wir haben für uns entschieden, dass 3 m das Optimum sind, wenn man Investitionshöhe, Blechdickenleistung, Handling in der Werkstatt und auf der Baustelle sowie das Mehr an Stoßstellen gegeneinander abwägt.“ Bezüglich der Blechdicken waren 1,5 mm eine klare Forderung der Ingolstädter, da diese Materialstärke für Unterkonstruktionen und Attikablenden etwa ein Drittel der Verarbeitungsmenge ausmacht. Die restlichen Metalle sind überwiegend zwischen 0,7 und 1 mm starke Aluminium-, Titanzink- und Stahlbleche.
Werkstattmeister Walter Donaubauer hebt die enorme Arbeitserleichterung durch das UpDown-Biegen beim XL-Center hervor. Der Zuschnitt muss häufig nur einmal in die Greiferzangen der Maschine eingelegt werden. Nach dem Programmstart führt die Maschine alle durch die Bendex-Software programmierten Biegungen nach oben und unten automatisch durch, ohne dass der Bediener in den Ablauf noch einmal eingreifen muss. Nur bei komplexeren Geometrien, wie etwa dem Zudrücken eines Umschlags innerhalb des Teils, erfolgen diese Schritte am Ende des Automatikablaufs durch manuelles Handling.
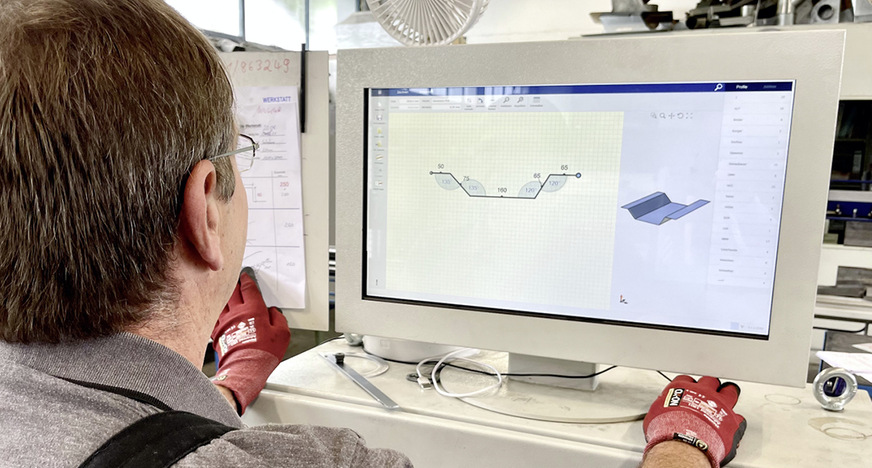
Bild: RAS
Zeitgemäße Steuerung
Die Bendex-Software programmiert Biegeabläufe der am Bildschirm gezeichneten Profile nicht nur automatisch in mehreren Varianten, sondern schlägt auch die bevorzugte Biegestrategie vor, die man sich vorab in einer 3D-Simulation ansehen kann. Doch das ist bei Weitem noch nicht alles. Beim Zudrücken von Umschlägen innerhalb des Biegeteils optimiert die Software die Abläufe. Walter Donaubauer erklärt: „Soll ein vorgebogener Umschlag von vorne zugedrückt werden, neigt das Profil dazu, beim Zudrücken aus den Wangen herauszurutschen. Damit man das Profil möglichst weit in die Maschine schieben kann, fahren die Greiferzangen automatisch nach hinten. Ist der Umschlag in einem ersten Schließvorgang weiter zugedrückt, kommen die Zangen auf ihr Minimalmaß nach vorne, damit sich die Fingertaschen der Unterwange beim finalen Zudrücken des Umschlags nicht im Material abzeichnen.“
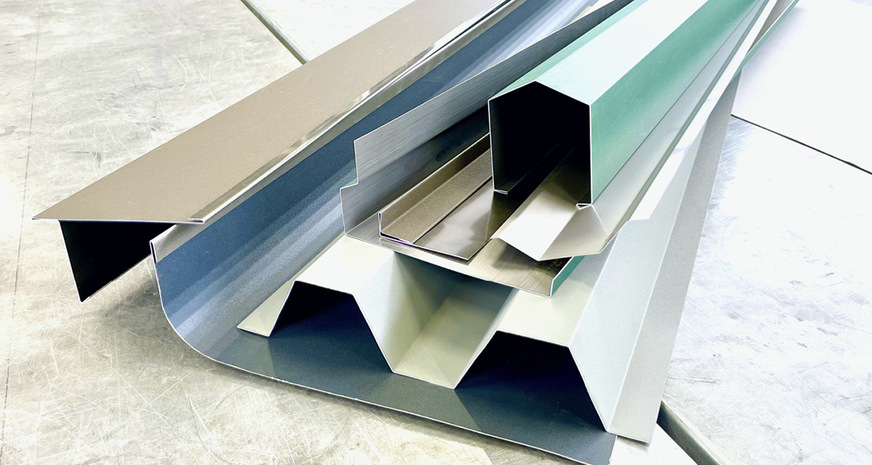
Bild: RAS
Ein weiteres Beispiel
Je weiter fortgeschritten der Biegeablauf bei einem Trapezprofil ist, desto mehr Material ragt vorne aus der Maschine heraus. Bei jedem weiteren Bug neigt das Material zu einem peitschenartigen Aufschwingen. Die Bendex-Software berücksichtigt dies und reduziert die Geschwindigkeit der Biegewangen abhängig vom herausstehenden Material. Johannes Binder sagt aber auch ganz klar: „Trapezprofile biegen wir nur in Ausnahmefällen selbst. Größere Mengen beziehen wir von Zulieferern.“ Mit den Ausnahmefällen meint er Profilgeometrien, bei denen es die Rollensätze nicht mehr gibt, oder das Biegen von Einzelstücken, wenn es auf der Baustelle zu Beschädigungen gekommen ist. Für die Nachfertigungen ist es extrem hilfreich, dass das XL-Center die Kantteile pro Baustelle mit Profilname und einem kleinen Vorschaubild abspeichern kann. Auch wenn sich auf der Baustelle herausstellen sollte, dass Maße oder Winkel eines Profils von den Planmaßen abweichen, lässt sich das abgespeicherte Profil schnell aufrufen, kurz abändern und sofort neu fertigen.
„Anfänglich haben wir eher einfache Profile mit dem XL-Center gebogen“, erzählen Spenglermeister Walter Donaubauer und Helfer Michael Lup. Je intensiver sich die beiden Biegespezialisten mit den Möglichkeiten des XL-Centers auseinandergesetzt haben, desto kreativer sind sie geworden. Viele komplexere Profile erfordern die Biegefreiräume des XL-Centers. Durch die 300 Grad Freibereich vor den Wangen lassen sich etwa Steckprofile biegen, die mit klassischen Schwenkbiegemaschinen nicht herstellbar sind. In der Umsetzung führt das zu einer schnelleren Montage auf der Baustelle, zu weniger Einzelteilen in der Fertigung und teilweise auch zu einer besseren Materialausnutzung. Johannes und Thomas Binder sind von ihrer Entscheidung mehr als überzeugt und machen eine simple Rechnung auf: „Als wir uns für den Kauf einer neuen Biegemaschine entschieden haben, war die Investitionssumme ohnehin schon reserviert. Das XL-Center liegt preislich etwa 40 % höher.“ Mit dem automatischen Programmieren der Biegeabläufe, dem automatischen Biegen nach oben und unten und seinen zusätzlichen Biegemöglichkeiten konnte das XL-Center die Fertigungsabläufe und die Bereitstellung der Kantprofile für die Montageteams beschleunigen. „Die höheren Investitionskosten macht das XL-Center mit seinem Zusatznutzen mehr als wett“, resümieren die beiden Unternehmer.
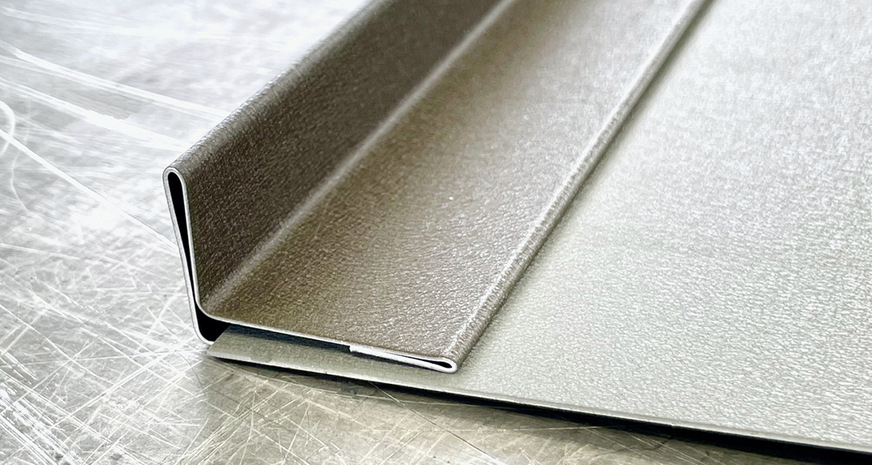
Bild: RAS





